
Language

Article Summary
Paper tubes show up everywhere—packaging, textiles, labels, protective cores, even construction forms. But the moment demand grows, many manufacturers hit the same wall: inconsistent tube strength, messy glue lines, unstable diameters, high scrap rates, and uncomfortable downtime caused by jams and slow changeovers. This guide breaks down what typically goes wrong in paper tube production, what to evaluate before buying equipment, and how to build a stable, repeatable process that delivers strong, clean, customer-ready tubes. You’ll also find a practical checklist, a comparison table of key machine features, and an FAQ to support better purchasing decisions.
Table of Contents
If you’ve ever had a “perfect” tube on Monday and a rejection wave on Thursday, you’re not alone. Paper tube production is deceptively sensitive: small changes in paper moisture, adhesive viscosity, winding tension, or blade sharpness can trigger quality drift. When customers complain, they usually aren’t just being picky—their machines downstream (printing, slitting, rewinding, lamination, textile winding) are sensitive too. Here are the pain points buyers mention most, plus what’s typically behind them.
A reliable paper tube machine doesn’t just “run.” It helps your operators run it the same way every shift—so your tubes remain stable even when production volume rises or new staff join the line.
Different industries care about different tolerances, but most buyers judge tubes using the same handful of outcomes: fit, strength, surface, and cut quality. If you want fewer disputes and faster approvals, define your internal targets up front.
| Quality Item | Why It Matters to Customers | Typical Root Causes When It Fails |
|---|---|---|
| Inner diameter stability | Prevents wobble, slippage, and vibration on rewinding or printing shafts | Mandrel wear, tension drift, paper misalignment, uneven winding pressure |
| Roundness (low ovality) | Improves fit and reduces edge damage during high-speed running | Unbalanced tension, inconsistent paper thickness, poor tooling alignment |
| Bond strength and layer integrity | Stops delamination, collapse, and core cracking | Wrong glue viscosity, low coverage, insufficient cure time, paper moisture |
| Cut edge cleanliness | Reduces dust, improves handling safety, supports clean packaging appearance | Dull blades, incorrect cutter speed, vibration, misfeed |
| Surface appearance and glue control | Important for branded packaging and retail-facing tubes | Over-application of glue, uneven coating, unstable feed, dirty rollers |
Notice the theme: the machine is only half the story. The best results come from a machine design that supports consistent parameters, plus a production team that measures and standardizes.
Before comparing models, define your tube “family.” A machine that excels at thick-wall industrial cores may be inefficient for short, thin-walled packaging tubes, and vice versa. Ask yourself:
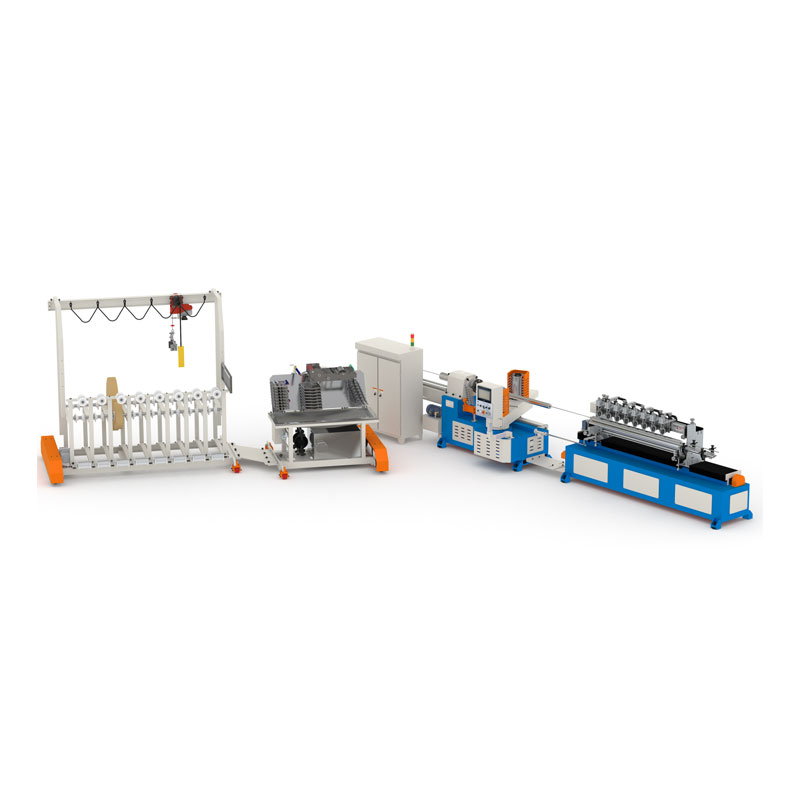
Once you’ve mapped your product mix, choose a machine configuration that protects the “hard parts”: stable winding tension, controlled glue application, accurate cutting, and repeatable adjustments between sizes. This is where an experienced manufacturer can save you months of trial-and-error.
For example, Wenzhou Feihua Printing Machinery Co., Ltd. supports customers who want a dependable paper tube line that can be configured around their tube range, plant layout, and operator habits—because real production success depends on how the machine behaves on your floor, not in a brochure.
When buyers focus only on maximum speed, they often pay for it later in scrap and downtime. Instead, evaluate features that make output repeatable and easy to control. Here’s what typically delivers the biggest impact:
A helpful way to compare options is to translate features into business outcomes: fewer customer complaints, less scrap, faster changeovers, and easier training. If a supplier can explain how their design reduces those risks, they likely understand real production.
Even a strong paper tube machine can’t “fight” unstable inputs forever. The fastest route to consistent tubes is to standardize the basics: paper, glue, winding settings, and cutting settings. Here’s a practical approach you can implement quickly.
If you want a simple mindset: don’t chase defects at the end. Catch drift early with small checks and consistent recipes. That’s what turns tube making from “operator talent” into a scalable process.

Most sudden production failures aren’t random—they’re delayed consequences of small neglected issues. A short, consistent maintenance routine often beats “big repair days” that arrive after quality has already dropped.
Also: keep a simple log. When a defect appears, record the date, tube type, paper batch, glue setting, speed, and who was on shift. Patterns become visible faster than you’d expect—and those patterns are how you fix root causes instead of repeating emergencies.
If you’re dealing with unstable tube dimensions, bonding issues, or downtime that keeps eating your margins, don’t just “tune harder.” Define your tube range, lock your process recipes, and choose equipment that makes consistency easy for operators—every shift, not only on a good day.
Want to match a paper tube machine configuration to your exact tube sizes, materials, and output goals? Reach out to Wenzhou Feihua Printing Machinery Co., Ltd. and contact us to discuss your requirements and get practical recommendations for a cleaner, more consistent production line.











