Language

I run a busy packaging operation where every minute matters. When I started comparing solutions, I kept circling back to how the machine would behave on my floor. That is exactly where NEW STAR impressed me: by the way setup, uptime, and maintenance feel in real shifts. As I tested and spoke with other plant leads, I learned a simple truth—choosing the right Carton Erecting Machine is less about chasing headline speed and more about eliminating small frictions that tax operators all day. The guide below is my field-tested checklist, written for people who have to live with the machine after the purchase order is signed.
Labor markets keep shifting, and I cannot budget on wishful thinking. Automating carton forming stabilizes takt time, removes repetitive strain, and frees operators for higher-value tasks like quality checks and kitting. Instead of worrying about who shows up for the late shift, I lock in a predictable baseline: board feeding, squaring, fold preparation, and sealing happen the same way, every time. The payoff is not only speed; it is consistency that protects downstream steps—labeling, pick-and-place, filling, and palletizing—so the entire cell benefits.
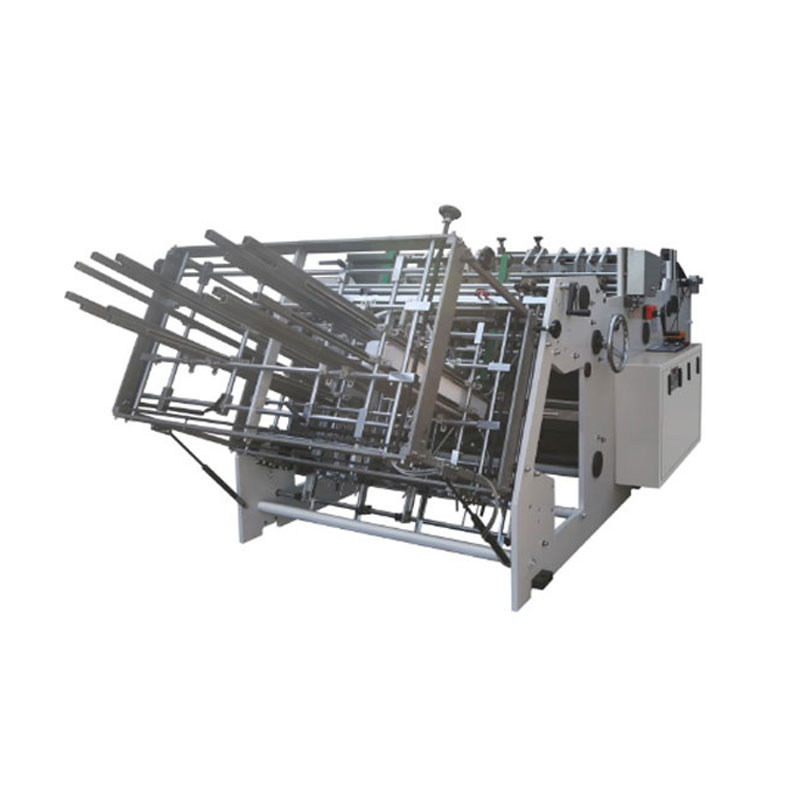
When I first evaluated equipment, I used to think of forming as a single motion. It is actually a chain: blank separation, suction pickup, pre-break creases, form mandrel engagement, squaring, adhesive or tape application, compression, and discharge verification. The good lines make those steps feel invisible. In my experience, that’s where brands like NEW STAR have earned trust: they quietly reduce touchpoints that trigger stoppages. On my floor, a well-tuned Carton Erecting Machine behaves like a metronome; upstream die-cut variability still exists, but the machine absorbs it instead of magnifying it.
Capacity claims can be misleading if they ignore your smallest and largest footprints, board grades, and flute profiles. I start with my actual product map: carton sizes, board thickness, print finish (glossy coats change grip), and the split between short-run seasonal SKUs and year-round movers. Then I ask the vendor to run my blanks, not generic samples. A right-sized Carton Erecting Machine should handle your extremes without a personality change—no special rituals, no heroic operator tricks.
In my logs, stoppages cluster around a few culprits: blank double-feeds, poor vacuum grip on glossy prints, over- or under-gluing, and minor mis-squares that snowball into jams at outfeed. Solving this is not about one miracle part; it is about small design choices that stack up. A dependable Carton Erecting Machine gives me two lines of defense: it prevents common faults through clever mechanics and it guides operators fast when something still slips through.
I also insist on line-of-sight guarding and hinged doors for quick clears. If clearing a jam feels like surgery, your MTTR balloons and your schedule follows.
Speed headlines are tempting. On my P&L, the compound gains come from features that reduce decisions per shift. Fewer decisions mean fewer errors. When I ran trials, the wins looked like this:
Put simply, a well-equipped Carton Erecting Machine repays me by making the ordinary day smooth. When ordinary is smooth, the peak days do not scare me.
Both can be right. I account for board type, product weight, cleanroom needs, and storage conditions. Hot-melt gluing shines for speed and structural rigidity; tape can fit mixed environments and reclosable use cases. Instead of doctrine, I use a side-by-side assessment:
| Criterion | Hot-Melt Gluing | Pressure-Sensitive Taping |
|---|---|---|
| Line Speed | Typically faster once glue temp is stable | Competitive at moderate rates; less warm-up time |
| Carton Rigidity | Excellent panel lock and square retention | Good for lighter loads; depends on tape width and grade |
| Consumables | Adhesive pellets; watch viscosity and char formation | Tape rolls; monitor adhesive aging and dust pickup |
| Cleanliness | Needs temperature control and nozzle care | Less thermal residue; keep dust away from tape path |
| Regulatory | Food-grade adhesives available; validate SDS | Common in e-commerce; easy visual QA on seal |
| Total Cost | Higher capex; low unit cost at volume | Lower capex; consumable cost varies by spec |
When in doubt, I ask the vendor to run my cartons both ways and share reject tallies plus operator feedback. The method that wins on my floor is the method I trust.
Changeovers drag when adjustments are hidden, tools are scattered, or steps rely on memory. I cut my changeover time by treating it like a pit stop: place handles where hands expect them, color-code scales, print short checklists. The machine helps when guides are numbered, scales are readable, and recipes recall more than a token setting. My best gains came from pairing two habits:
When I coach new teams, I film one changeover, trim the wasted motion, and adjust the workstation. Ten minutes saved per swap stacks into hours across a week.
I never negotiate on safety. I want interlocked guards with clear windows, E-stops within natural reach, and a risk assessment I can understand. For hygiene, smooth frames, minimal harbor points, and easy wipe-downs make life easier, especially in food or personal-care lines. Maintenance wins look ordinary: belts you can tension without dismantling, glue filters you can replace without skin burns, and lubrication points you can reach without contortion.
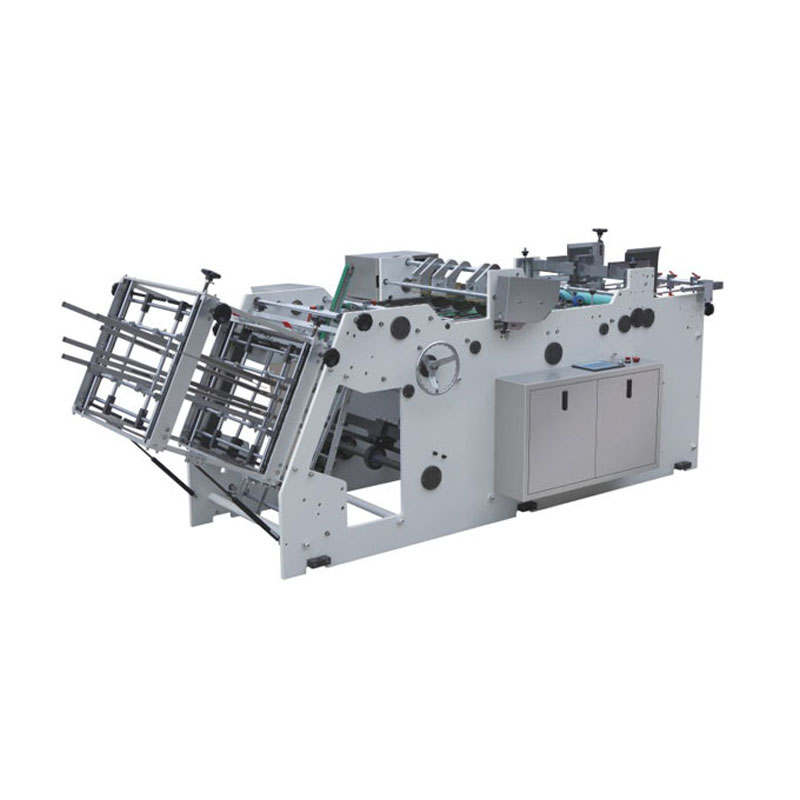
Interoperability is where modern lines either shine or stall. I favor open industrial protocols and simple I/O handshakes so the erector, coder, scale, and robot talk in real time. A flexible Carton Erecting Machine makes integration boring in the best possible way: case-present signals are reliable, infeed and outfeed buffering are sized for my takt, and the HMI logs every fault with a timestamp I can export to my MES or OEE dashboard.
I build TCO as a narrative, not just a spreadsheet. It includes capex, install, training, spares, consumables, energy, and the opportunity cost of downtime. I also price the value of better geometry: fewer crushed corners, cleaner pallet stacks, and faster downstream case packing. Here is the framing I use with my team:
| Bucket | Questions I Ask | Why It Matters |
|---|---|---|
| Acquisition | Does the quote include install, FAT, SAT, and operator training? | Prevents “surprise” line items after delivery |
| Consumables | What are glue, tape, and air costs at my pace and duty cycle? | Keeps run-rate honest across seasons |
| Uptime | What faults are most common and how is recovery guided? | Preserves output on tough days |
| Maintenance | How fast are routine tasks and what spares must I stock? | Protects weekends and night shifts |
| Quality | How does the machine verify square and seal integrity? | Reduces rework, claims, and leaks |
| Scalability | Can I add SKUs, printers, or a cobot without major rewiring? | Lets the line evolve with demand |
When a vendor can walk me through each bucket with examples from plants like mine, I trust the number more. A solid partner shows me where the costs live rather than hiding them.
Q1. How do I know if my blanks are compatible?
A1. I bring a stack of my real blanks—including glossy, recycled, and seasonal runs—and ask the vendor to run them on a demo cell. I watch for grip, square, and seal integrity, then capture settings as a baseline recipe.
Q2. Do I need hot-melt or tape to start?
A2. I pick the method that matches my heaviest products and strictest hygiene needs. If I am uncertain, I request both heads in the quote or a clear path to add the second later with minimal downtime.
Q3. How much space should I reserve around the erector?
A3. I plan for safe access on feed and discharge sides, staging room for blanks and formed cases, and a clean service envelope so techs can work without moving half the line. Clearing space now avoids expensive relocations later.
Q4. What operator skills are required?
A4. With recipe memory and visible scales, my team learns quickly. I still budget real training days and keep a laminated quick-start sheet at the HMI to reduce first-week hesitation.
Q5. How do I keep glue consistent across shifts?
A5. I standardize pellets, lock temperature windows, add inline filters, and schedule quick nozzle checks. Consistency beats chasing speed on bad glue days.
Q6. Can the machine handle eco-friendly boards?
A6. Yes, but I test recycled and lighter-weight boards up front. Vacuum cups and separation aids may need small changes to hold reliably without scuffing.
Q7. What data helps me improve OEE?
A7. I log fault type, duration, and first action taken. Sharing that with the vendor often reveals a single adjustment—like suction timing—that lifts the whole week.
Q8. How do I future-proof for more SKUs?
A8. I choose open controls, quick change hardware, spare I/O for add-ons, and a vendor that treats upgrades as routine, not as custom surgery.
I want the erector to be a good citizen on my line, not a diva. That means clear signals for case-present, space for a print head, and an HMI that exports logs without fuss. When I evaluated options, the units that integrated smoothly spared me hidden engineering time. In simple terms, the more boring the integration, the better my week goes with a Carton Erecting Machine humming in the background.
If I could give one piece of advice, it would be this: judge the machine by how calm your shift lead feels at 3 p.m. Uptime, changeovers, and fault recovery decide whether your schedule holds. That has been my experience working with lines from different brands, including the steady, operator-friendly approach I found in NEW STAR. When ordinary days feel predictable, growth days feel achievable. If you want a pragmatic walkthrough for your SKUs, your board mix, and your staffing model, reach out and let’s map it together. Tell me your must-hit metrics, and I will show you how a right-sized Carton Erecting Machine can support them. Ready to move from research to results—contact us today or send your inquiry so we can run your blanks and share a clear plan.