
Language

Quick takeaways:
Buying a Paper Tube Machine looks simple until real production begins: one week you’re chasing diameter drift, the next you’re cleaning glue buildup, then customers complain about soft cores or uneven ends. This article is written for procurement teams, factory owners, and engineers who need a clear, low-risk path to selecting and commissioning a machine that delivers stable output, predictable operating cost, and easier training for operators.
We’ll break down the production steps that actually create (or destroy) tube quality, the specifications that matter most, and a decision matrix you can use to match applications—textile cores, film winding cores, paper can tubes, and industrial protective tubes—to the right machine configuration. You’ll also find an acceptance checklist, a maintenance plan that prevents “mystery downtime,” and a practical FAQ at the end.
Most buyers start by comparing speed, diameter range, and price. Those numbers matter—but they rarely explain why two factories with “similar machines” end up with completely different outcomes. In our experience, the real problems show up in day-to-day production:
Buyer mindset shift: Don’t ask “What’s the maximum speed?” first. Ask “What must stay stable for my customers to accept the tube every time?” A Paper Tube Machine is a stability machine disguised as a speed machine.
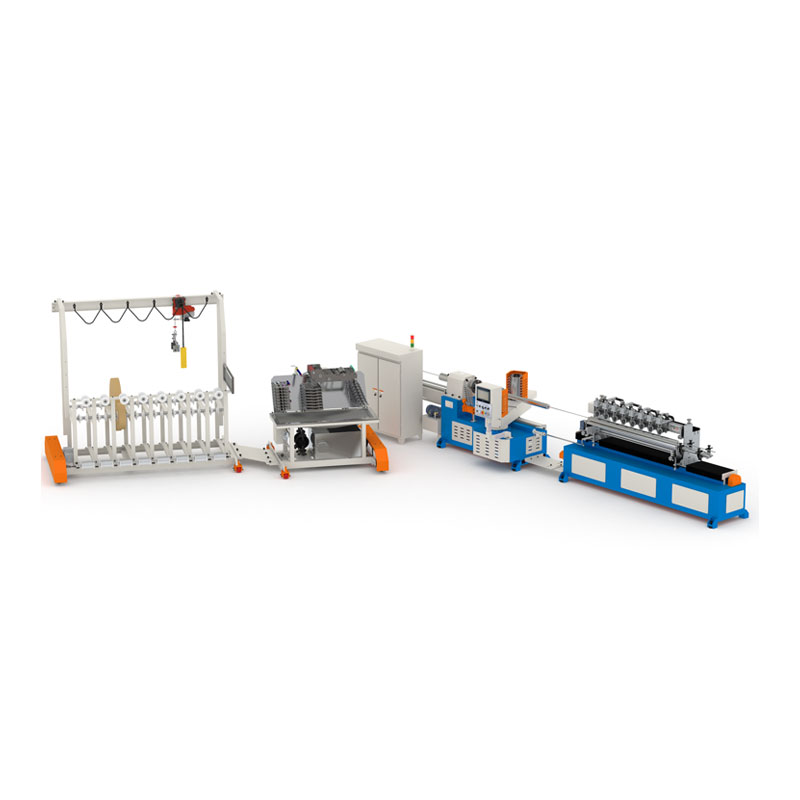
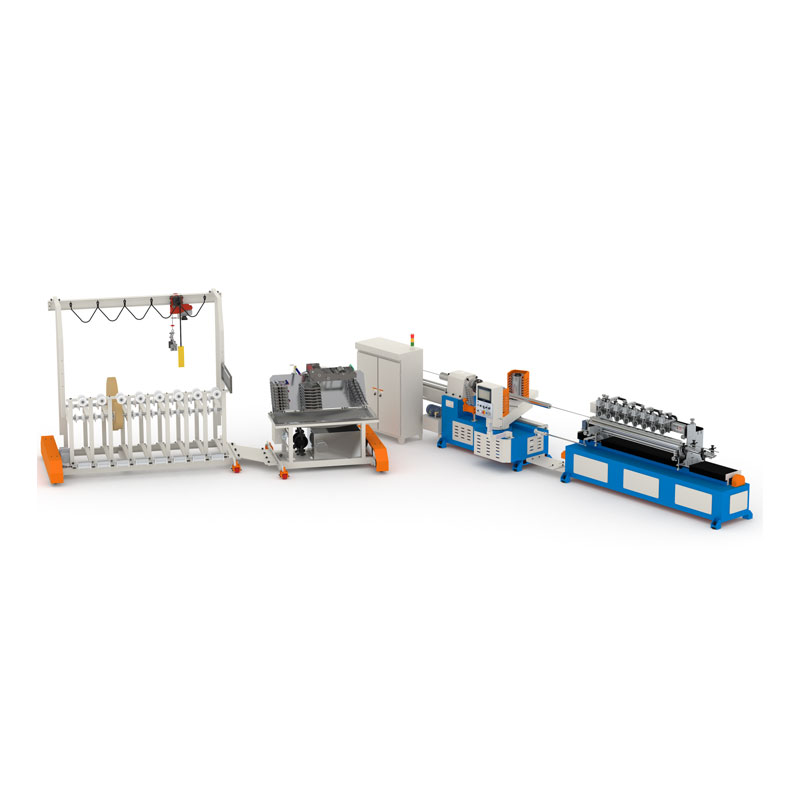
Whether you produce thick wallpaper cores, textile cores, film winding cores, or composite paper can tubes, the core process is similar: paper feeding, adhesive application, spiral winding around a mandrel, cutting to length, and curing/finishing. The difference between “okay” and “reliable” is control at four key points.
1) Paper feeding and layer tension
Multiple layers sound simple until tension varies. If one layer feeds slightly looser, you can get ovality, weak bonding zones, or surface rippling. Look for stable unwinding, alignment correction, and repeatable tension control—especially if you run wide rolls or switch paper grades.
2) Glue application consistency
Glue is often the number-one driver of scrap and cleaning downtime. Too little glue creates delamination under load; too much glue increases cost, mess, and cure time. Practical questions to ask:
3) Winding geometry and mandrel stability
Winding angle, mandrel rigidity, and mechanical alignment determine whether tube ID/OD stays within tolerance across a long run. If your customers need tight-fit cores, even small drift becomes costly.
4) Cutting quality and dust control
Cutting is where “fast” becomes “risky.” Poor cutting produces burrs, dust, or uneven ends—especially on thicker tubes. If you ship to industries that handle finished goods directly (packaging or consumer applications), clean cuts matter.
When comparing a Paper Tube Machine, focus on specs that tie directly to your pain points. The table below is a practical checklist—use it to structure supplier discussions and avoid vague promises.
| What to evaluate | Why it matters | What to ask for (proof-based) |
|---|---|---|
| Tube ID/OD range and wall thickness range | Defines your product capability and target markets | Sample tubes across min/mid/max sizes with measurement method and tolerance |
| Layer capability and paper compatibility | Strength and stiffness depend on layers and paper grades | Run your actual paper (or close equivalent) for a continuous trial period |
| Cutting method and cut stability | Determines end quality, dust, and reject rate | Inspect cut face, burr level, and length repeatability at production speed |
| Changeover time (length/diameter) | High-mix production can lose hours per week | Timed changeover demo with your typical product switch |
| Control system and operator interface | Reduces operator dependency and training time | Show parameter recipes, alarm logs, and step-by-step operation workflow |
| Maintenance design | Prevents “invisible downtime” from glue buildup and wear parts | Spare parts list, recommended service intervals, and access points for cleaning |
| Utilities and footprint | Power and space constraints can limit real throughput | Installation layout, power requirements, and recommended working clearance |
Practical rule: If a supplier can’t demonstrate stability with real samples and a repeatable test, you’re buying risk—not equipment.
Not all tubes are equal. A machine that performs well for light packaging tubes may struggle on thick industrial cores. Use this matrix as a starting point for matching applications to machine capability.
| Application | Typical buyer priority | Recommended machine focus | Common failure to avoid |
|---|---|---|---|
| Textile / fabric roll cores | Strength + straightness | Stable winding tension, consistent wall thickness, reliable cutting | Soft cores that deform under heavy rolls |
| Film winding / carpet winding cores | Dimensional stability | Mandrel rigidity, tight tolerance control, clean cut ends | Oval tubes causing fit issues on winding equipment |
| Composite paper can tubes | Surface finish + bonding | Uniform glue application, stable layer bonding, smoother finishing options | Delamination or visible glue marks |
| Industrial protective tubes / general packaging | Cost efficiency | Material utilization, quick changeover, easy maintenance access | High scrap from glue instability and cutter wear |
| Thick wall cores (heavy duty) | Load capacity | Capability for higher wall thickness, robust drive system, stable cutting | Excess dust/burrs and inconsistent end faces |
A Paper Tube Machine purchase becomes stressful when acceptance is based on “looks good.” You want a measurable plan. Below is a commissioning checklist you can adapt for your factory.
Acceptance test (before shipment or on-site)
On-site installation essentials
Tip: If you can’t clearly define the acceptance measurements, you can’t fairly manage quality disputes later. A measurable plan protects both buyer and supplier.
The machine price is only one line of the budget. The real cost is what you pay every month in paper waste, glue waste, labor time, and shipment returns. Here are the four ROI drivers you should quantify:
A simple ROI thought experiment:
If improved stability saves just a small percentage of material and a handful of hours per week,
the payback can be faster than expected—especially for factories with high-mix orders.
Choosing a Paper Tube Machine is not only about hardware. It’s also about how well the supplier can guide the project from specification to stable production. At Wenzhou Feihua Printing Machinery Co., Ltd., we encourage buyers to treat the purchase as a production system decision—materials, process control, operator routine, and after-sales support all affect long-term performance.
The most effective projects usually follow a clear path:
Q1: What should I provide to a supplier to get an accurate Paper Tube Machine recommendation?
Share tube ID/OD range, wall thickness, length range, paper types (grammage and coating), adhesive type, daily output target, and the industries you serve. If you have a “golden sample” tube, share photos and measurements. The clearer your requirement, the fewer surprises after installation.
Q2: My current tubes sometimes delaminate. Is that always a glue problem?
Not always. Delamination can come from glue inconsistency, but also from paper moisture, poor tension balance between layers, or insufficient curing time. A structured troubleshooting approach checks glue coating first, then paper variability, then tension and winding alignment.
Q3: What is the most common reason a new Paper Tube Machine underperforms after the first month?
The most common reason is missing routines: operators drift away from standard settings, cleaning is skipped under time pressure, and paper lots change without adjustments. A short daily checklist (startup checks, in-process measurement, glue station cleaning) prevents this.
Q4: Do I need fully automatic controls for a small factory?
If your product mix is stable and you have experienced operators, simpler control can work. But if you change sizes frequently, run multiple shifts, or want faster training, better automation often pays for itself by reducing scrap and operator dependency.
Q5: What acceptance test is “fair” for both sides?
A fair test uses agreed materials, runs long enough to reveal real behavior, and measures output using a shared method. That way, quality discussions stay factual rather than subjective.
The right Paper Tube Machine is the one that keeps your tubes consistent—not just on day one, but after months of real production with real paper lots, real operators, and real order pressure. If you evaluate the control points (tension, glue, winding alignment, and cutting) and insist on a measurable acceptance plan, you dramatically reduce risk and protect your margins.
If you’re planning a new tube line or upgrading an old one, tell us your tube specs and daily output target. We’ll help you map the right configuration and an acceptance plan you can actually enforce—then you can contact us to get a tailored proposal.











