
Language

A Paper Tube Machine can look straightforward on the surface—roll paper, apply adhesive, cut to length. In real factories, the pain points show up fast: unstable tube strength, glue mess, frequent downtime, slow size changeovers, and inconsistent cuts that create waste and customer complaints. This article breaks down the tube-making process, the most common production headaches, and the machine capabilities that actually solve them. You’ll also get a practical buying checklist, a feature-to-pain-point table, and a maintenance playbook so you can run stable shifts with fewer surprises.
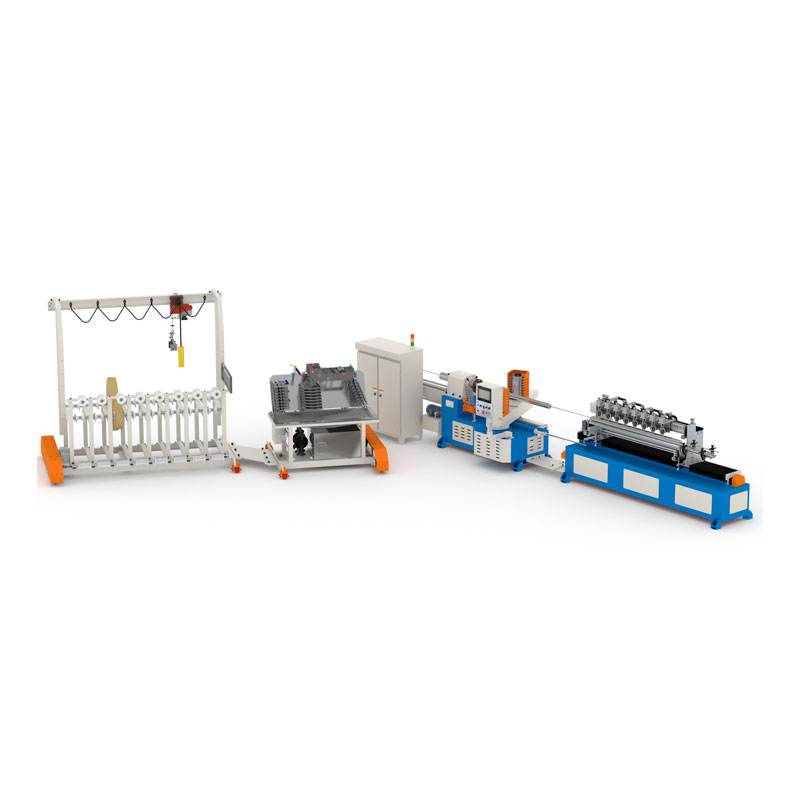
A Paper Tube Machine forms tubes by winding multiple layers of paper around a mandrel (sometimes called a shaft or core), bonding them with adhesive, then cutting the tube to a required length. Depending on your industry, the finished tube might be a packaging tube, a film or textile core, a composite can body, or a structural tube used as a protective sleeve.
The difference between a “tube maker” that merely works and a line that prints money (politely) is consistency: consistent tension, consistent adhesive application, consistent winding pressure, and consistent cutting. When those variables drift, you get weak tubes, ovality, delamination, dust, glue contamination, or poor length tolerance.
Pain point 1: Inconsistent tube strength
Customers don’t care that paper batches vary or that humidity changed overnight. If the tube crushes, delaminates, or collapses during winding/packing, you lose trust and margin. Strength issues usually trace back to paper tension control, adhesive uniformity, and winding pressure stability.
Pain point 2: Glue mess and unstable bonding
Too much adhesive causes slip, contamination, and cleanup downtime. Too little causes delamination and weak joints. A controlled glue delivery path (and an operator-friendly cleaning routine) is often the fastest ROI upgrade.
Pain point 3: Slow changeovers
If switching diameters or wall thickness takes forever, you’ll avoid product variety and miss orders. Fast size changes rely on quick-adjust mechanisms, clear setup references, and stable digital recipes.
Pain point 4: Poor cutting accuracy and rough edges
Bad cuts show up as length mismatch, burrs, crushed ends, and customer complaints. Cutting stability depends on rigidity, blade condition, synchronization with tube feed speed, and a clean method of dust handling.
If you’re evaluating a new line, don’t start by asking “What’s the maximum speed?” Start by asking: “At our tube specs, what speed stays stable for a full shift without quality drifting?”
Understanding the process helps you spot where instability sneaks in. Most paper tube production follows this sequence:
A stable Paper Tube Machine isn’t “one feature.” It’s a chain: if tension drifts, glue becomes uneven; if glue is uneven, winding pressure behaves differently; if winding pressure changes, cutting quality changes. Good equipment makes the chain predictable.
Here are capabilities that tend to matter most when production is real, not theoretical:
| Production Problem | Machine Capability That Helps | What You Should Look For During Evaluation |
|---|---|---|
| Tube delamination / weak bonding | Stable adhesive application and controlled glue path | Even glue film, easy-to-clean parts, clear setup ranges for your paper grammage and tube thickness |
| Oval tubes / poor roundness | Rigid forming system and stable winding pressure | Consistent tube OD/ID readings, minimal vibration, smooth running at your target speed |
| Wrinkles and layer misalignment | Good paper guiding and tension stability | Clean web path, reliable braking/control, repeatable alignment after reel changes |
| Rough edges / length mismatch | Accurate cutting synchronization | Cut samples across a long run: check burrs, crushed ends, length tolerance consistency |
| Too much scrap during startup | Quick setup references and operator-friendly controls | Easy parameter adjustments, clear indicators, stable results after restart |
| Downtime from cleaning and jams | Maintenance access and predictable consumables | Simple cleaning steps, accessible glue/cutting areas, standard wear parts |
Notice what’s missing: vague promises. The best purchasing conversations revolve around your tube specs and your shift reality. If a supplier can explain how their Paper Tube Machine stays stable across a long run—especially during reel changes and restarts— that’s when you’re getting close to a good decision.
Before you compare quotes, lock your requirements. A machine that’s perfect for thin-walled packaging tubes can be wrong for heavy industrial cores. Use the checklist below to avoid buying “almost right.”
Define your tube requirements
Ask for a proof run mindset
| What to Validate | How to Validate It | Pass/Fail Clue |
|---|---|---|
| Dimensional stability (OD/ID/roundness) | Measure tubes across a long run and after a restart | Minimal drift, stable readings without constant knob-turning |
| Bond strength consistency | Cut cross-sections and check layer bonding uniformity | No obvious dry zones, no excessive glue squeeze-out |
| Cut quality | Inspect ends for burrs/crushing; verify length tolerance | Clean edges and repeatable length across batches |
| Operator experience | Have operators run reel change + restart procedures | Process remains calm; setup is clear and repeatable |
| Maintenance realism | Walk through cleaning + wear part replacement steps | Accessible design and simple routines that won’t be skipped |
Quality control for tube production doesn’t need to be complicated; it needs to be consistent. If you’re running a Paper Tube Machine at scale, small drift becomes expensive fast.
Pro tip: if your scrap spikes “randomly,” it’s usually not random—track when it happens (after reel changes, after stops, in humid periods), and you’ll find a pattern you can fix.
Uptime is a strategy, not a wish. The easiest way to keep a Paper Tube Machine stable is to treat maintenance like part of production. Here’s a practical approach that many plants use:
| Frequency | What to Do | Why It Matters |
|---|---|---|
| Per shift | Clean adhesive contact areas, remove paper dust near cutting, check obvious looseness | Prevents buildup that causes bonding instability and poor cuts |
| Daily | Inspect blades/tools, verify basic alignment guides, check moving parts for unusual noise | Catches wear early before it becomes scrap and downtime |
| Weekly | Lubrication routine, deeper cleaning, confirm tension and feeding stability | Stabilizes the process and prevents drift |
| Monthly | Review spare parts inventory, inspect key wear components, refresh operator refresh training | Reduces emergency stops and keeps operations consistent across teams |
When troubleshooting, start with symptoms and work backward: if cuts are rough, don’t immediately blame the blade—check tube feed stability and vibration. If delamination appears, don’t immediately blame paper—check adhesive uniformity and tension drift. Calm diagnosis beats panic adjustments every time.
Buying equipment is one thing. Running it smoothly for years is another. A good supplier relationship typically includes: practical commissioning support, clear operation guidance, accessible wear parts, and responsive service for troubleshooting. The goal is simple: keep your line predictable so your delivery schedule stays reliable.
If you’re sourcing from Wenzhou Feihua Printing Machinery Co., Ltd., treat the conversation like a production plan: share your tube specs, your material reality, and your output target—then ask how the machine stays stable across long runs, restarts, and frequent size changes. The quality of the answers you receive will tell you more than a brochure ever could.
Q: What information should I prepare before requesting a quotation for a Paper Tube Machine?
A: Prepare your tube diameter range, wall thickness range, length range, paper grammage/ply count, adhesive type preference, target output per shift, and any special requirements (end finish, dust control, tight tolerances, frequent size changes). The clearer your inputs, the more accurate the recommendation.
Q: How do I know if my tube strength problems come from the machine or the raw paper?
A: Check patterns. If delamination spikes after reel changes, stops, or humid shifts, process stability is likely involved (tension, glue uniformity, winding pressure). If it happens consistently across all conditions, raw material or adhesive compatibility might be the driver.
Q: What’s a realistic way to evaluate cutting quality?
A: Don’t judge from a few samples. Ask for a long run at your specs, then inspect cut ends and length consistency across time—especially after a restart. Consistent cleanliness and tolerance matter more than a single “perfect” cut.
Q: Is higher speed always better?
A: Only if quality stays stable for a full shift. High speed with drifting dimensions or frequent cleaning stops can produce less sellable output than a slightly slower, steadier line.
Q: What maintenance tasks most directly protect quality?
A: Adhesive-area cleaning, dust management near cutting, and routine checks for vibration and looseness are big wins. These prevent the “small drift” that quietly creates scrap.
Ready to match the right Paper Tube Machine to your tube specs and daily output goal?
Tell us your diameter range, wall thickness, length tolerance, paper type, and target capacity—and we’ll help you map a practical configuration that prioritizes stable production, quick changeovers, and clean cuts. If you want fewer surprises and more predictable shifts, contact us to discuss your application and request a tailored solution.











