
Language

Paper tubes look simple, but anyone who buys or manufactures them knows the headaches: delamination complaints, uneven wall thickness, glue mess, fuzzy edges, telescoping, poor roundness, and constant downtime from blade changes or bad paper feeding. This article breaks down what actually causes those problems and how a Paper Tube Machine can be configured, operated, and maintained to deliver stable quality at scale. You’ll get a practical buying checklist, a production workflow that prevents common defects, a table that compares machine options, a quality-control routine that customers trust, and a troubleshooting guide operators can use on the floor.
When a buyer says “your tubes are inconsistent,” they usually mean one of these specific issues. A well-configured Paper Tube Machine should prevent them at the source—not by sorting out bad tubes after they’re already made.
If you’re sourcing tubes for packaging, labels, films, textiles, paper mills, or construction-related uses, your customers care about the same two things: repeatability and clean edges. Everything in your process should defend those outcomes.
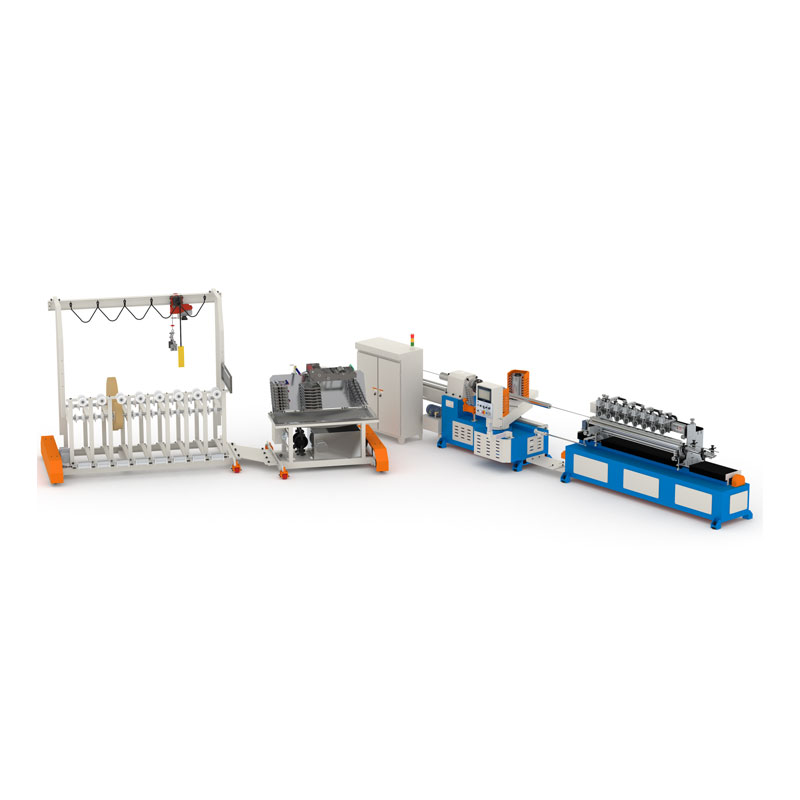
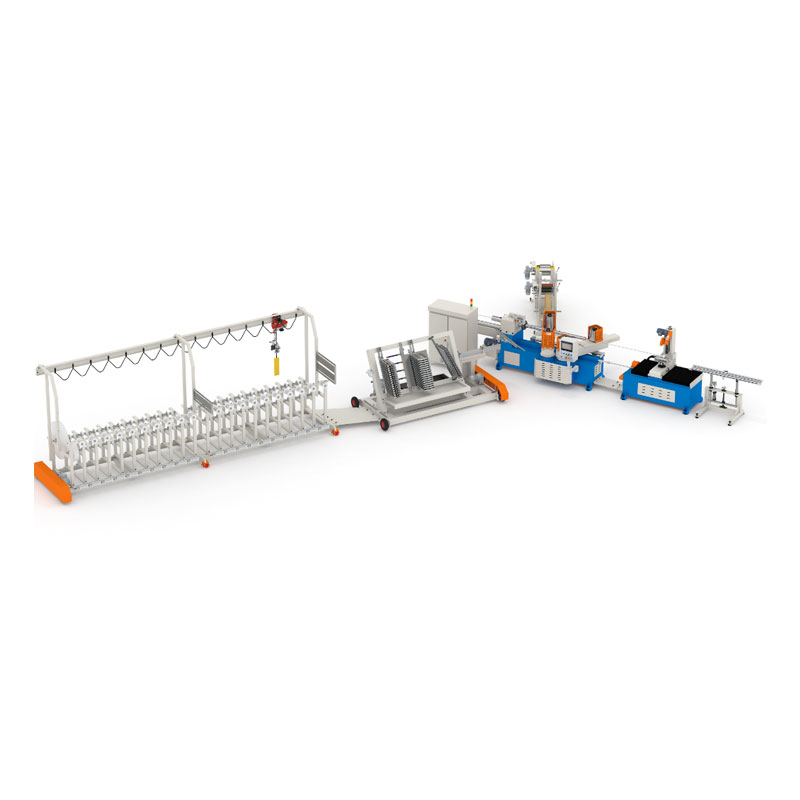
A tube line is a system. If you only focus on “machine speed,” you’ll end up producing scrap faster. Here’s the workflow you should evaluate step-by-step:
If your current tubes fail “randomly,” the cause is rarely random. It’s usually a drift in tension, glue viscosity, or mandrel wear that no one measured until customers complained.
Not every tube application needs the same construction method. Use the table below to match machine style to product requirements.
| Machine / Process Type | Best For | Strengths | Watch Outs |
|---|---|---|---|
| Spiral Winding | General packaging tubes, textile cores, label cores, protective tubes | High efficiency, flexible sizes, stable output when tension is controlled | Needs good tension/glue stability to avoid delamination and ovality |
| Convolute Winding | High-precision tubes, thicker walls, applications needing tighter tolerance | Excellent roundness potential, strong structure, clean layer layout | Higher setup sensitivity; paper width and alignment must be consistent |
| Manual / Entry-Level Line | Small batches, testing new tube products, limited budget | Lower upfront cost, simple training | Output depends heavily on operator skill; harder to keep consistency |
| Semi-Automatic Line | Growing factories needing stable output without full automation cost | Balanced productivity, more stable control of key steps | Still needs standard operating procedures to prevent setting drift |
| High-Automation Line | Large orders, tight delivery windows, customers with strict QC | Repeatability, lower labor dependence, better scaling | Requires disciplined maintenance and spare parts planning |
The “best” option is the one that matches your tube tolerance, diameter range, wall thickness, and customer expectations—not the one with the biggest speed number on a brochure.
If you want to avoid buyer’s remorse, lock down your requirements before you compare quotes. Here’s a practical checklist:
Pro tip: Ask yourself this uncomfortable question—“What happens if my best operator quits?” If your quality collapses, you don’t have a process yet; you have a person. A properly specified Paper Tube Machine and documented settings reduce that risk.
You don’t need a complicated lab to earn trust. You need consistency and traceability. Use a simple routine that operators can actually follow:
The most powerful improvement is tracking scrap reasons. If “feeding jam” is the top scrap driver, don’t buy faster equipment—fix feeding stability and training first.
Factories often chase speed and then get punished by scrap, overtime, and angry customers. A better plan is to design for stable output:
When you plan output, include the hidden time sinks: splice handling, glue cleaning, blade changes, and size changeovers. A slightly slower line with fewer stops can outperform a faster line that constantly breaks rhythm.
Most tube-line “mystery problems” are maintenance problems in disguise. Protect uptime with habits that are boring—but profitable:
One underrated tip: treat glue like a controlled material, not a “whatever is available” supply. Stable viscosity and clean application do more for tube quality than many expensive upgrades.
A Paper Tube Machine is not a one-time purchase. It’s a long-term production relationship. The supplier you choose should be able to explain settings, troubleshoot defects, and help you standardize output—not just ship equipment.
If you’re evaluating suppliers, look for:
For teams that want a more structured approach—especially when scaling capacity—Wenzhou Feihua Printing Machinery Co., Ltd. is often evaluated as a supplier option because many buyers want not only equipment, but also practical operating guidance and stable production routines that reduce dependence on “hero operators.”
If your current tubes suffer from inconsistent bonding, messy edges, or downtime that disrupts delivery, the fix is rarely “run faster.” The real solution is matching the right Paper Tube Machine configuration to your tube specs, then building a repeatable process that holds quality steady even when shifts change.
Ready to discuss your tube size range, target tolerance, and production goals? Reach out and contact us to explore a practical machine and process plan that fits your factory—not just a generic quotation.











